南寧PP/PE管材生產線電話 實體大廠
發貨地址:江蘇省蘇州張家港市
產品數量:9999.00套
價格:面議
品牌江蘇艾斯曼機械
型號SJ65
電機75kw
包裝薄膜包裝,不回收
交貨期60天
生產線流程
原料+色母料→混合→真空上料→原料干燥→單螺桿擠出機→四色線擠出機→籃式或是螺旋模具→定徑套→噴淋真空定型箱→噴淋真空定型箱→噴淋冷卻水箱→噴淋冷卻水箱→色帶印字機→履帶式牽引機→行星切割機→管材堆放架→成品檢測包裝
PVC塑料管材擠出生產線擠出機部分:本機裝有定量加料裝置,使擠出量與加料量能夠匹配,確保制品穩定擠出。由于錐形螺桿的特點,加料段具有較大的直徑,對物料的傳熱面積和剪切速度比較大,有利于物料的塑化,計量段螺桿直徑小,減少了傳熱面積和對熔體的剪切速度,使熔體能在較低的溫度下擠出。螺桿在機筒內旋轉時,將PVC混合料塑化后推向機頭,從而達到壓實、熔融、混煉均化;并實現排氣、脫水之目的。加料裝置及螺桿驅動裝置采用變頻調速,可實現同步調速

PVC塑料管材擠出生產線原料混合:是將PVC穩定劑、增塑劑、抗氧化劑等其它輔料,按比例、工藝先后加入高速混合機內,經物料與機械自摩擦使物料升溫至設定工藝溫度,然后經冷混機將物料降至40-50oC;這樣就可以加入到擠出機的料斗。
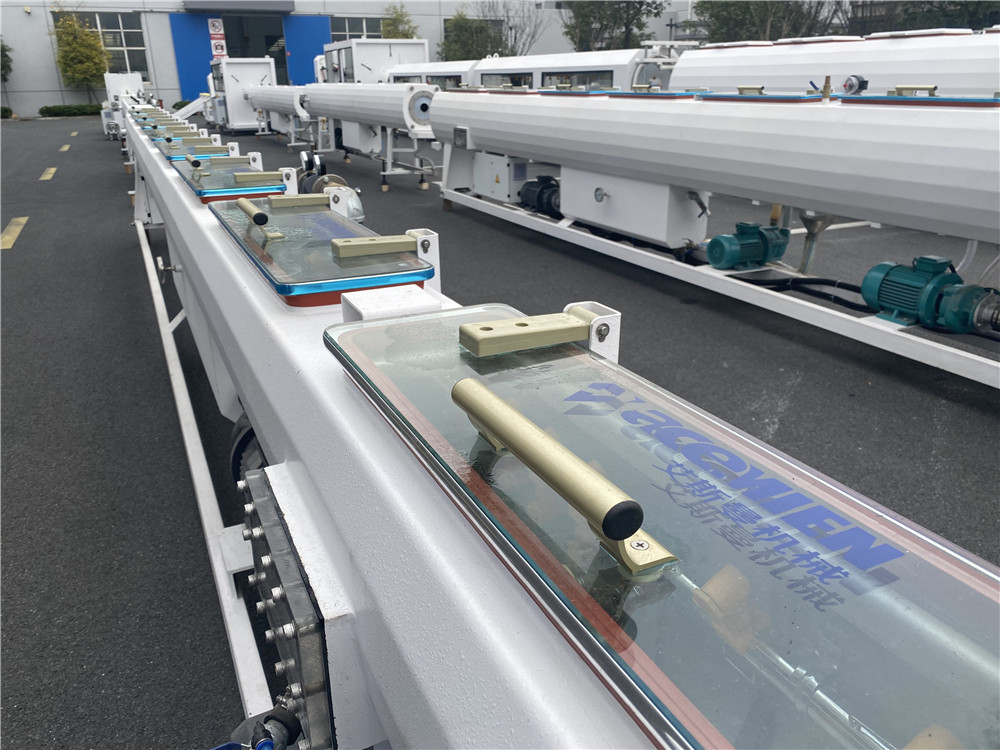
PVC塑料管材擠出生產線真空定型水箱為一模雙腔,用于管材的定型、冷卻, 真空定型水箱上裝有供定型和冷卻的真空系統和水循環系統,不銹鋼箱體,循環水噴淋冷卻, 真空定型水箱上裝有前后移動裝置和左右、高低調節手動裝置。

PVC塑料管材擠出生產線翻料架翻料動作由氣缸通過氣路控制來實現,翻料架設有一個限位裝置,當切割鋸切斷管材后,管材繼續輸送,經延時后,氣缸進入工作,實現翻料動作,達到卸料目的。卸料后經延時數秒自動復位,等待下一循環。
冷卻和定徑系統的特設計,使用水循環冷卻HDPE(PP、ABS)原料,都適合上述原料的冷卻。設計上的特性可以提高直徑尺寸的穩定性和圓整度,滿足厚壁管生產的需要。
http://m.fhbdh.cc