可售賣地全國
用途口罩造粒機
別名口罩熔噴布造粒設備
整理加工方法抗菌整理
纖網固結方式熔噴
后架上布:氣動上布計數:每條布的張數采用人機界面上設定計數,分離點墨和錯位計數,計數精度 準確。糾偏系統:電機調整。斷布檢測:帶有電眼斷布檢測系統(在退布上)引布方法:手動整機功率:37.5KW氣壓要求:6Mpa原布軸:表面鍍鉻,帶布套夾布裝置23、退布架橫向微調裝置:150mm。折疊輥表面處理:鍍硬鉻后精磨,精度達到 G1,并做動平衡處理,保證在高速中運轉平穩;折疊輥的間隙可調;采用高精度特種結構的吸風氣環。折疊輥軸承潤滑:手動注油功能。折疊輥采用前后各一條,每條上面裝有三片整條固定刀片。折疊輥與牽引輥之間張力調節:采用錐型皮帶輪裝置。牽引輥間隙:使用間隙可調的氣缸。傳動:同步帶,齒輪傳動整機結構:墻板形式及其他焊架結構式。防護:折疊部位使用帶**玻璃防護門防護,其余轉動部位均帶有防護罩,設備帶安全
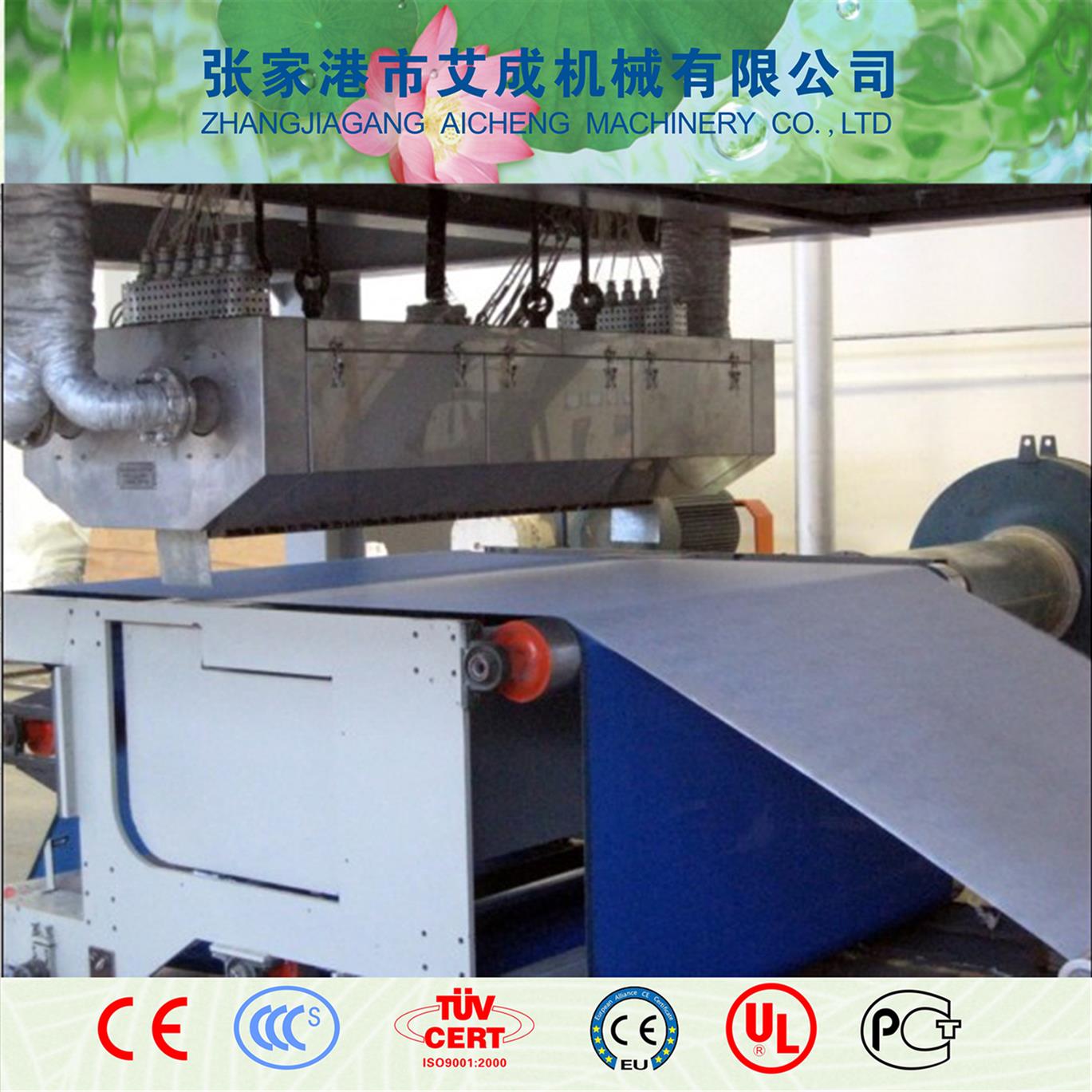
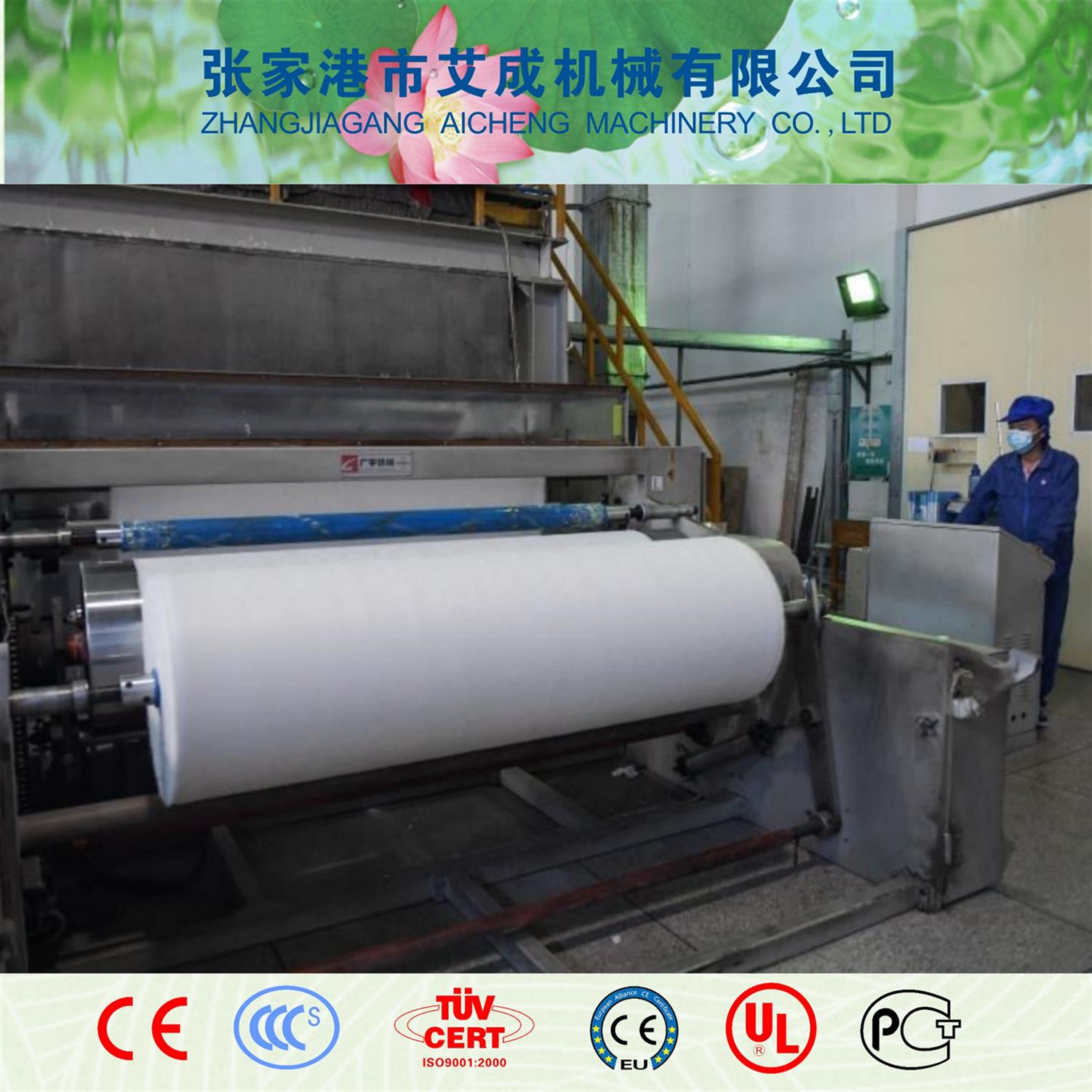
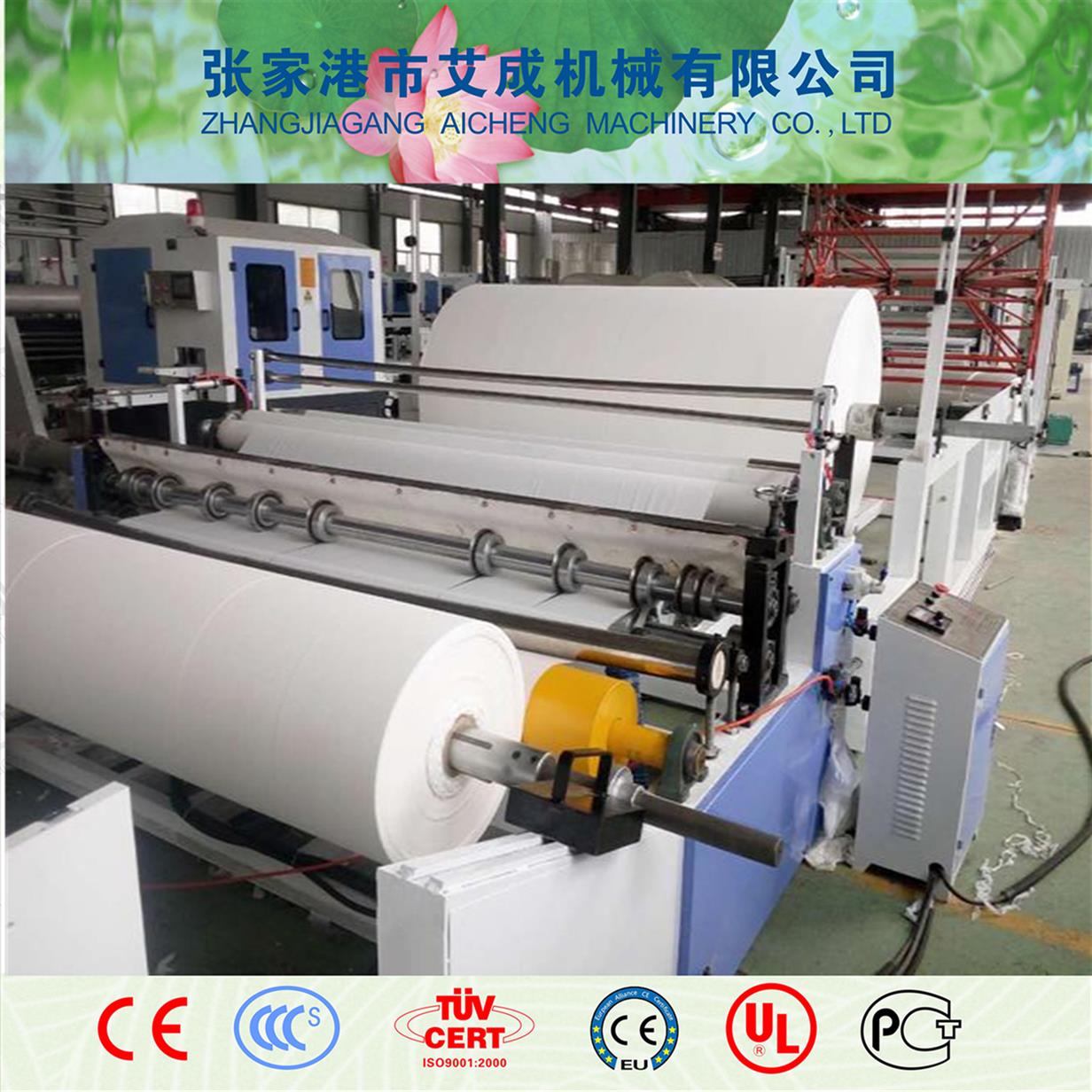
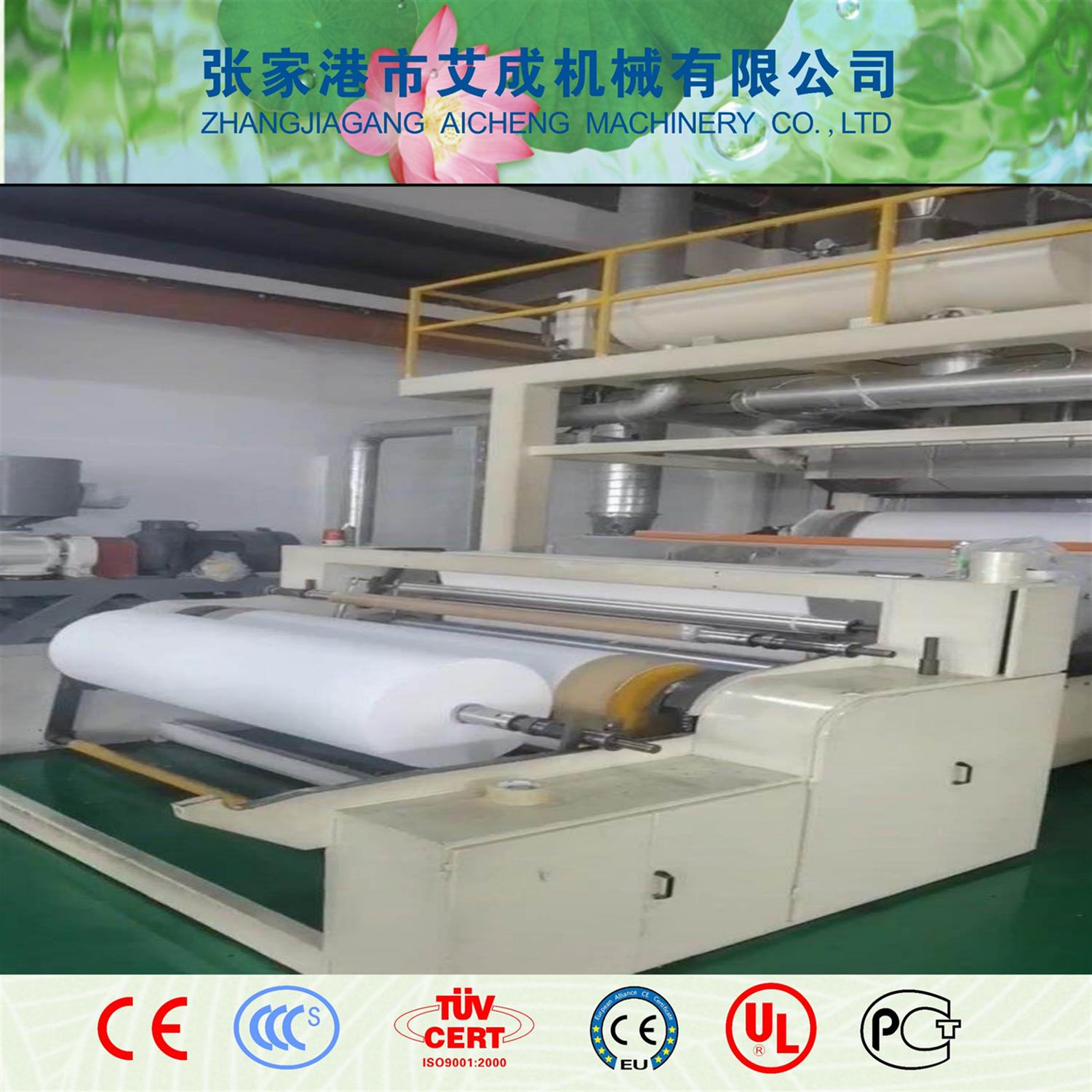
機器簡介:熔噴非織造布生產線是一種設備,用于生產PP熔噴布。熔噴非織造布生產線采用聚丙烯粒料為原料,經過高溫熔融、噴絲、纖維形成、纖維冷卻、收卷等工序,從而來制造熔噴非織造布。機器原理如下:自動上料機自動吸入拉絲級聚丙烯送至擠出機,擠出機加熱熔化PP顆粒至液態。羅茨鼓風機或空壓機和儲氣罐壓縮空氣送至烘箱加熱,熱空氣通過壓力使熔化成液態的聚丙烯材料從噴頭噴射而出形成絲狀物(噴頭內含數以百計的小孔), 后噴出的絲狀物水平到達接收設備,然后再到達收卷設備上。

ZSCZ-5L/7L/9L/1OL型壓花盒裝面巾機采用PLC電腦編程技術,變頻調速,及配置有觸摸式多畫人機界面操作系統,,*了遠程通訊服務系統,可隨時機械的運作情況:整機采用同帶傳動,變速機傳動前后速比,令設備適合多種原紙的需要,大地提高了品質和效率.、配置氣動式鋼對鋼壓花,氣動式分離;退紙架采用氣動上紙、無級調節速比,調整不同紙質張力 原布直徑:Φ1500m 層數:每抽單層,原布定量 35-70g/㎡ 折疊規格:100mm±2mm;對折面展開長度:200mm±2mm設計速度:900抽/分鐘/排(線速度約 80米/分鐘)采用羅茨真空泵吸附系統,吸氣量大,運行穩定可根據需要折疊不同寬度的成品,可選用點切或全切;配置鋼對鋼壓紋裝置,確保雙層面巾紙不分層可根據需要配置原紙對齊功能斷紙自動停機系統,避免無紙或斷紙產生廢品采用前后點動開關牽引原紙,操作較簡便、較安全。M關鍵部件自動定時加油。
主要技術參數:設備型號:200-10P或 130-16P棉柔巾抽式機。 原布定量:35-80g/㎡、柔軟類無紡布35-80 g/㎡、市場普通棉類無紡布35-80 g/㎡、粘膠類無紡布40-80g/㎡。 原布幅寬:2120mm(輥面:2160mm)。實際速度:600-900抽/分鐘/排(線速度 60-80米/分鐘)。 原布芯內徑:Φ76mm原布伸長率:5%-25%原布直接上機,配 2個退布架(鏈條傳動后架),3條上料軸。布邊配有切除裝置:于布匹進入折疊單元前進行布邊切除。布幅分條以真空吸附在切布輥上,依切布輥的機械定量切斷布匹(200mm/130mm),切斷精度±1mm。電氣配置及控制形式:西門子 PLC 編程控制器控制,西門子變頻器調速、西門子觸摸屏
http://m.fhbdh.cc